

Cuando pensamos en hidromiel, evocamos gestas literarias, dioses antiguos, y por supuesto, nuestras abejas y la necesidad siempre presente de agregar valor a la miel.

Artículo original publicado en la revista Espacio Apícola, nº 133, julio-octubre de 2021, Córdoba, Argentina
Autores del artículo: Basilio, Alicia M.; Prieto, E.J.; López, V.C.; Mellado, L. M.; Pedraza, F. de la Universidad de Buenos Aires; y Alvarez, R. y Gurini, L.B. del INTA, Argentina.
Según la normativa de diferentes países, el hidromiel se ha incorporado al Código Alimentario, y normalmente se define como una bebida, con un tenor alcohólico de entre 8 y 12%.
Al recorrer las ferias de diferentes lugares del país, uno encuentra una variedad asombrosa de “hidromiel”. La bebida es poco conocida, los consumidores se acercan con curiosidad y compran una botella, pero no tienen referencia de cómo debe ser, y se van con la idea de que “eso” es la verdadera hidromiel. En un largo periplo de experiencias, son excepcionales los fabricantes de hidromiel artesanal de alta calidad. Los improvisados desvirtúan el producto y eliminan potenciales interesados.
Hay muchas recetas, pero tal vez lo más importante para lograr un buen producto es comprender el proceso de fermentación, y estar atento para acompañar el desarrollo de las levaduras, no sólo seguir una receta. El fermento es un organismo vivo, que varía su conducta según el ambiente donde se desarrolla. Y resultado directo del comportamiento metabólico del fermento son, no sólo el alcohol sino, olores y sabores agradables o desagradables del producto.
Describimos cómo ejemplo de un buen producto, el hidromiel de Gonzalo Cervi, apicultor argentino, que lo fabrica de manera cuidadosa.
- Visualmente atrayente: El color varía entre amarillo claro y caramelo. El líquido es traslúcido, límpido, sin borras.
- El olor es suave, rescata la miel, no se huelen las levaduras, ni olores que recuerden a la acetona o el vinagre.
- En boca: El dulzor depende del tipo de bebida elaborado, no hay notas amargas, puede haber una nota ácida, pero no va acompañada de olor acético.
- En el flavor aparecen olores agradables y suaves a miel, frutas, vino blanco, no hay nada que recuerde la levadura. El alcohol no se percibe de forma ofensiva.
Como puso en palabras, durante el reciente Congreso Argentino de Apicultura, Marcelo Maciel Araujo – Elaborador de bebidas a base de miel – Punto Blanco, tiene que tener brillo, y el alcohol no tiene que ser agresivo.
El proceso puede variarse, y no vamos a dar una receta en especial, sino destacar que requiere lograr cierta experiencia para monitorear y evaluar los resultados, elegir si usar sales o polen, trabajar con levaduras diferentes, o mezclas con frutas, puede salir mejor o peor, pero es necesario saber modular la velocidad de fermentación para adaptarla a estos componentes y a la influencia del ambiente, y conocer el límite sensorial de aceptabilidad del producto antes de comercializarlo.
Como todo, no hay que desanimarse, lleva un tiempo aprender a hacerlo bien y predecible. Para lo cual es muy útil ir tomando nota de cada paso, y de las condiciones ambientales, tipos de miel y levaduras, porque todo esto genera variaciones en el resultado.
Las materias primas
Las materias primas deben tener buena calidad, si se parte de malos productos, el resultado no va a ser bueno
- La miel debe ser fresca, para que mantenga los olores, (como son volátiles se pierden con el tiempo) que le dan características al producto. La miel se puede pasteurizar, para evitar la competencia de levaduras accidentalmente presentes con los fermentos que se seleccionan para el proceso. Si bien algunos olores se pierden en el pasteurizado, cuanto mejor huela la miel, mejores serán las probabilidades de buen olor en la bebida obtenida con ella. La miel vieja, con la que algunos piensan que se puede hacer hidromiel, aporta el azúcar para la fermentación, tendremos alcohol, pero el olor y aroma de la bebida no serán los mismos, notas de sabor amargo y olor caramelo que caracterizan la miel vieja estarán presentes. No se usa la miel fermentada o vieja para fabricar hidromiel, aunque la idea se escucha bastante.
- Las levaduras se alimentan de miel y se reproducen. En este proceso van consumiendo azúcar y generando alcohol y dióxido de carbono. En el primer momento, lo hacen aeróbicamente, es decir, consumiendo oxígeno. Una vez que agotaron el alimento, o que la cantidad de alcohol que generaron se hace intolerable, la mayoría de las levaduras muere y una pequeña cantidad continúa fermentando en forma anaeróbica (es decir, sin oxígeno). La transformación puede resultar incompleta, porque faltan algunos nutrientes o la temperatura no es adecuada, y en ese caso, se generan moléculas intermedias o alternativas en la ruta metabólica del azúcar, que aportarán olores o gustos indeseables. Algunas levaduras son tolerantes al alcohol, y permiten conseguir bebidas de graduación más alta, otras no trabajan bien con la alta concentración de azúcar necesaria para obtener bebidas dulces. La mayoría de las levaduras disponibles en forma comercial pueden fermentar una dilución de miel, pero algunas son más apropiadas para generar hidromieles secos y otras para los dulces.
- Las sales muchas veces son vistas como indeseables, o no necesarias en procesos artesanales. El sembrado con sales es más importante en el caso de la miel, para evitar los olores o sabores desagradables relacionados con estrés de las lavaduras que en otros vinos, donde la pulpa y el hollejo aportan nitrógeno. La aparición de compuestos indeseables, producto de las deficiencias en nutrientes de las levaduras durante la fermentación, se previenen aportando nitrógeno y fósforo (escasos en la miel). Se puede hacer con polen, pero el polen acarrea esporas de numerosos hongos del aire, que pueden contaminar el producto. El fosfato diamónico y el ácido cítrico también acidifican la mezcla de miel y agua, llevándola al pH donde mejor se desenvuelve la levadura.
- Metabisulfito de potasio; Se puede agregar para controlar la proliferación de bacterias que pudieran existir, a pesar de la desinfección indispensable de todos los envases y herramientas. Levaduras extrañas competirían con las levaduras agregadas por el azúcar, y bacterias indeseables producirían ácido acético y otros compuestos desagradables.
Herramientas, ambiente e instrumentos de medición
- Los tanques de polietileno alta densidad y alto peso molecular (PEAD-APM) de uso alimentario (como los de agua mineral para dispenser de 30 litros) son fermentadores accesibles y adecuados para la preparación de aproximadamente 20 litros de producto. Damajuanas de vidrio también son adecuadas. Cualquier material en contacto con el producto debe ser apto para contener alimentos y adecuado para desinfectarlo a fondo. Deben estar provistos de una válvula de aire, conocida como “airlock” para permitir la salida de CO₂ e impedir la contaminación.
- El mejor ambiente donde instalar los fermentadores sería una bodega o sótano donde la temperatura fuera constante alrededor de los 22 °C sin ingreso de luz natural en forma directa. El exceso de calor o frío aceleran y detienen la fermentación, respectivamente, y produce estrés en las levaduras, dando origen a compuestos con olores y gustos poco apetecibles.
- Los instrumentos necesarios, termómetro y mostímetro (o un refractómetro calibrado para enología), permiten evaluar el proceso de fermentación. Son simples de manejar y accesibles.

Etapas
Fabricación del mosto
- El cálculo de la miel necesaria. Se fabrica el mosto con la cantidad de miel necesaria según el producto buscado. Es importante hacer bien este cálculo para que el producto no quede flojo, o tan dulce que no fermenta bien (ni menos de 20% de miel en agua ni más de 35%, para las levaduras más comunes).
- La miel se diluye en un recipiente inoxidable con la cantidad necesaria de agua, potabilizada y filtrada con carbón activado, para completar el volumen deseado (calcular llenar no más de 2/3 del recipiente, ya que espuma y gas necesitan espacio) y se lleva a ebullición por 10 minutos.
- Una vez enfriado hasta la temperatura de 25 °C, se vierte en los fermentadores, desinfectados con alcohol 70º (es necesario diluir el alcohol que viene de 96°), reservando aproximadamente 2 litros del agua para diluir el fermento. En esos 2 litros, se diluye el fermento según las instrucciones brindadas por los fabricantes, que pueden variar entre marcas y cepas, se deja estabilizar durante 4 Hs y se inocula al resto del líquido, junto con las sales solubilizadas poco antes de incorporar. La activación de las levaduras y la correcta dilución de todo, permite el crecimiento de manera homogénea en todo el recipiente.
Control de la fermentación
- Semanalmente, se toman muestras de los fermentadores, para controlar la evolución del proceso. Se pueden determinar sólidos solubles (°Brix) por refractometría y/o grados Baumé (ºBe) a partir de la densidad mediante un Mostímetro de Cazenave. Si las faces no evolucionan, como se prevé en las curvas de las figuras 1 y 2, hay que evaluar qué factor no está funcionando correctamente, y corregirlo (o evitarlo en el futuro) para evadir un mal resultado.
Los trasiegos o trasvases
El trasvase del líquido sobrenadante en el fermentador a otro recipiente donde continuará el proceso de fermentación, separa los sedimentos (levaduras muertas y otros precipitados que ceden aromas y sabores desagradables y aportan turbidez al mosto), del líquido donde seguirán fermentando levaduras vivas que siguen en suspensión.
Los tiempos en que se realizan, así como la higiene, son fundamentales (se pueden inocular bacterias o levaduras exógenas que perturben el proceso al usar implementos contaminados durante el trasiego).
- Primer trasvase: obligatorio una vez finalizada la fermentación tumultuosa. No debe postergarse. Se realiza una aspersión con alcohol 70% como desinfectante de la boca del envase, y se extrae la parte límpida del mosto por la parte superior del recipiente, cuidando mantener la manguera extractora a 5 cm sobre los sedimentos, para que no sean succionados por la misma. En caso del fermentador con válvula de trasiego, el flujo debe ser lento, para no remover sedimentos y evacuar todo el fondo.
- Trasvases de clarificación: Se realizarán al menos 2 trasiegos más, a intervalos de 20 días, en los cuales se utiliza como clarificante 20 ml de suspensión de bentonita al 20% por cada 10 litros de mosto, que se adiciona por agitación 5 días antes de realizar el trasvase, promoviendo la precipitación de las partículas sólidas para obtener una bebida límpida y trasparente. Deben repetirse hasta que el producto sea límpido antes del envasado. El envasado prematuro da por resultado botellas con borras. La bentonita es un producto natural, un polvo muy fino, al que la elevada superficie específica le confiere una gran capacidad de absorción y adsorción. Por eso mejora la floculación y ocasiona mayor limpidez. Se puede usar también clara de huevo batida, u otros clarificantes que se venden en los mismos negocios que venden levaduras.

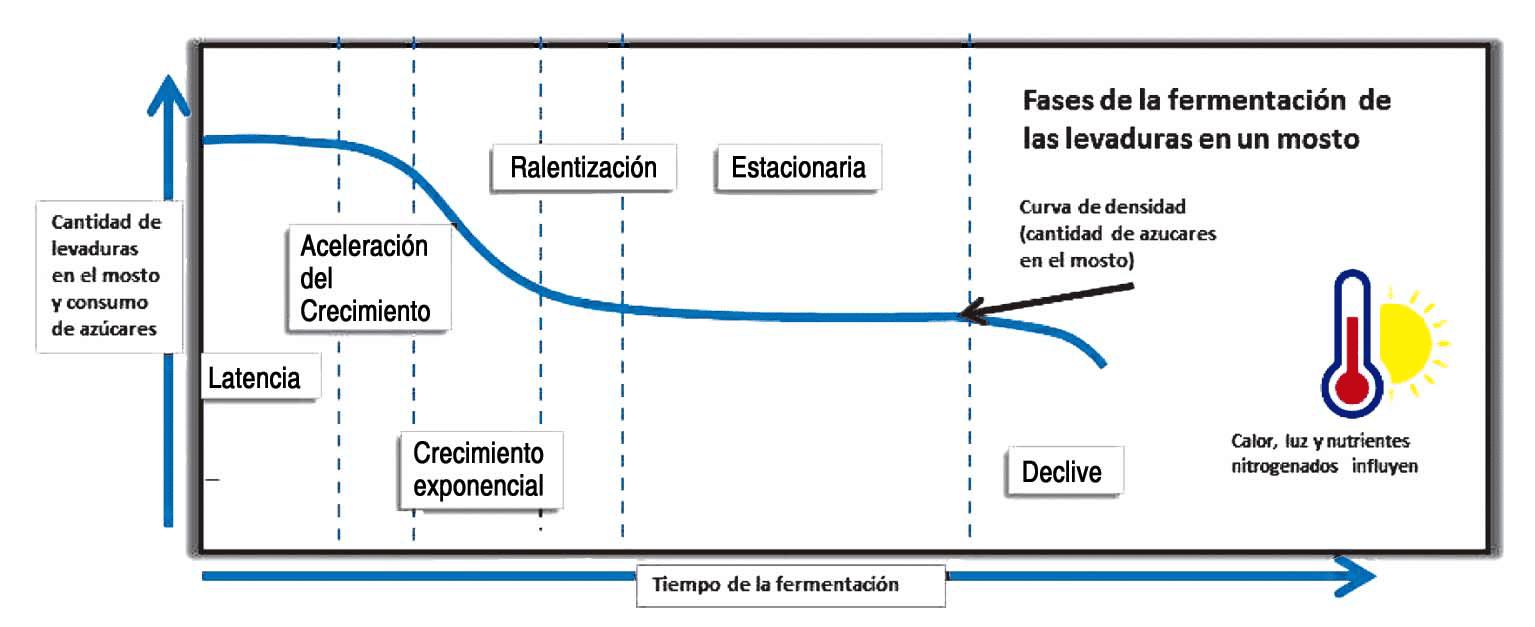
En la Figura 1, se aprecia la evolución de la densidad del mosto, tomada con mostímetro, a lo largo de las semanas de proceso.
1.- Fermentación aeróbica o tumultuosa: entre el quinto y octavo día de proceso, esta etapa podría asociarse a la fase exponencial de crecimiento del fermento en condiciones ideales. Las condiciones ideales son diferentes para distintas levaduras y distintos sustratos:
- Latencia: Adaptación de las levaduras al medio;
- Aceleración del proceso: Las levaduras empiezan a multiplicarse;
- Crecimiento exponencial de las levaduras: se produce gran desprendimiento de dióxido de carbono; y
- Ralentización: las levaduras crecen más lentamente.
Incremento de la cantidad de alcohol, y comienzo del proceso de estabilización. En esta etapa el azúcar del sustrato fue consumido casi totalmente, se acumuló alcohol y se desarrolló acidez en el medio. La disminución de la densidad se debe al consumo del azúcar, por eso, el mostímetro es una forma sencilla de evaluar como progresa el proceso.
2.- Desarrollo estacionario: Empiezan a faltar nutrientes o algún elemento comienza a ser tóxico. Las levaduras se multiplican menos, solo se reemplazan las que van muriendo.
3.- Declive: La cantidad de levaduras disminuye, algunas se mueren, pero las que están vivas siguen transformando los últimos azúcares. Es importante tener en este momento levaduras con buenas condiciones fisiológicas (sin estrés) para evitar el corte de la fermentación y los malos olores o sabores.
Defectos
El desarrollo de la fermentación alcohólica está ligado a la fase de crecimiento de las levaduras. Algunas de las levaduras, vínicas o para producción de cerveza, son apropiadas para mostos con 30% de miel, y otras mejores para mostos con el 20%.
La dinámica de las mismas (figura 2) no es igual.
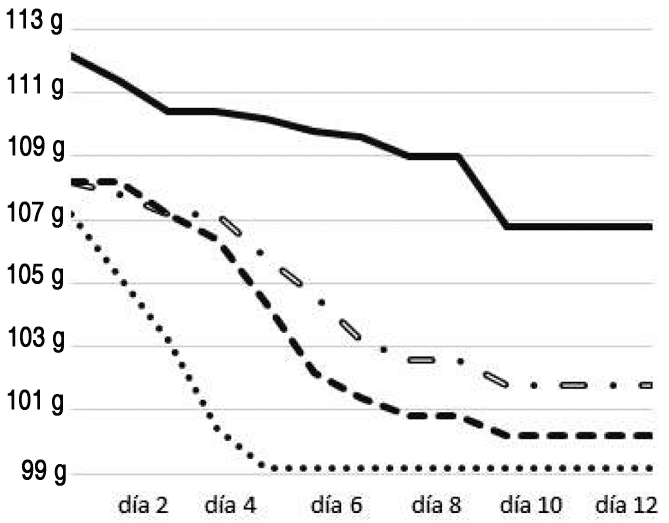
Figura 2.- Curvas experimentales de variación de la densidad del mosto a una temperatura constante de 20 °C, para diferentes levaduras trabajando en sus concentraciones óptimas de mosto.
Nota sobre la Figura 2: Línea continua, levadura para producción de cerveza trabajando en un mosto con 30% de miel. La línea de guiones negros corresponde a la misma levadura en un mosto con 25 % de miel. El resultado son hidromieles dulces y demisec respectivamente. La línea de puntos negros, corresponde a una levadura para vinos blancos espumantes. Estas levaduras rústicas se adaptan bien a la escasez de nutrientes nitrogenados de la miel y producen buenas hidromieles secos. La línea de guiones blancos corresponde a la fermentación en un mosto con 25 % de miel de levaduras de panadería, que producen alcohol sin problemas, pero que pueden generar regustos que se enmascaran mejor en los productos dulces.
De nuestra experiencia de producción de hidromiel con varias levaduras y en tres concentraciones diferentes de miel, seleccionamos estas curvas (Fig. 2) contra las cuales se puede comparar un proceso de fermentación artesanal. Densidades altas o medias de miel, para producir una hidromiel dulce o demisec (30 a 25% de miel en el mosto) el mejor desarrollo lo obtuvieron las levaduras para fermentar cerveza.
A densidades menores (20%), para producir una bebida seca, el mejor desarrollo lo obtuvo la levadura para vinos blancos espumantes – la levadura para pan, produjo buenos desarrollos, pero gustos desagradables, salvo en la densidad intermedia de la miel (25% de miel en el mosto).
Es importante que el desarrollo, después de la estabilización, sea relativamente rápido y en una semana pase la fase tumultuosa. Después de la cual es importante el desborrado. El día 12, ya tenemos casi consumidos los azúcares, y comienza una fermentación anaeróbica lenta, que habrá que controlar y donde se realizarán desborrados hasta lograr la limpieza del producto.
Mientras más se parezca a la dinámica de nuestra fermentación a la que se ve en la figura 1, mejor está funcionando el proceso; y mejor resultará la calidad sensorial del producto.
Las levaduras de panificación funcionan en un rango amplio de concentraciones de miel y producen alcohol tan bien como las levaduras vínicas; sin embargo, dejan regustos extraños en el producto, que son más aceptables para el consumidor en las bebidas dulces que en las secas.
En las concentraciones bajas de mosto la fermentación es abrupta, y se completa alrededor de la semana 5. En las concentraciones medias, la fermentación se completa alrededor de las semanas 9 y la 10. En las concentraciones altas, las levaduras tardan en comenzar el proceso, por exceso de presión osmótica, y no todas logran hacer un buen trabajo.
- Si partimos de un mosto muy rico en azúcares, podemos tener problemas para que la fermentación porque el exceso de presión osmótica (el mismo factor que evita que en la miel madura prosperen los microorganismos) genera estrés, y las levaduras producen sustancias intermedias del metabolismo, que pueden llegar a ser tóxicas para sí mismas, y mueren sin consumir el azúcar remanente, el resultado será dulce, bajo en cantidad de alcohol y con olores extraños en la bebida.
- En un mosto pobre en azúcares, la fermentación puede detenerse al no tener más sustrato, dando una bebida seca, (con un tenor de alcohol diferente según sea la tolerancia de la levadura al mismo) pero por debajo del contenido en alcohol deseado, dando una bebida floja e insípida.
- Desinfectar y evitar la contaminación es imprescindible para que sean los fermentos seleccionados (y no otros microorganismos) los que proliferen durante la fabricación.
- Las borras y sedimentos no son una señal de proceso artesanal. Son los cuerpos de las levaduras muertas, y su presencia genera malos olores y sabores. La limpidez es una señal de calidad en esta bebida.
El proceso de fermentación, decantación y envasado de los productos artesanales generalmente se desarrolla en un entorno donde las instalaciones no están dedicadas exclusivamente a eso. Por eso se debe estar atento a no contaminar y no oxigenar el líquido cuando hay que desborrar, y al cuidado de no retrasar.
Cuidar de no generar burbujas, para evitar la oxidación del producto en fase anaeróbica, y realizar todos los procesos incorporando la menor cantidad de aire posible.
El hidromiel puede adquirir olor a jerez por oxidación de algunos componentes, hay quienes gustan de ellos, pero si no se indica en la etiqueta, es el resultado de una mala práctica.
La bebida artesanal requiere un cuidado mayor que la industrial, ya que no se realiza en instalaciones destinadas exclusivamente, y muchas veces, herramientas e instrumentos de medición también se usan para otros productos. Es necesario mantener los rayos del sol lejos del fermentador, y la temperatura del ambiente controlada, a fin de que el proceso no se retrase ni adelante, causando estrés a las levaduras, y procesos metabólicos indeseables.
Por último, el hidromiel artesanal, no es un vino de guarda. No mejora con el paso del tiempo, debe ser consumido en una o como mucho, dos temporadas, para que esté en su mejor momento.

¿Cómo usar esta información si está empezando a experimentar la elaboración de hidromiel?
A lo largo de los días de la fermentación aeróbica se van tomando muestras (cuidando de no contaminar el mosto) y en ellas se mide la densidad con un densímetro. Se grafica la densidad a lo largo del tiempo en días, y se obtiene una curva semejante a la figura 2. Si el resultado final no es el esperado, con esta curva puede analizar el proceso y buscar las causas más probables. Para eso se selecciona la curva (las inferiores para levaduras secas y la superior para dulces) de acuerdo al tipo de fermento que va a usar. Y se comparan.
Si el proceso genera una curva que no baja, hay un problema por poca actividad de levaduras, tal vez las levaduras estaban viejas, o la temperatura es demasiado baja, o no hay suficientes proteínas para que las levaduras se reproduzcan.
Soluciones: Controlar que la temperatura esté en el rango que el fabricante de las levaduras pone en la etiqueta, incorporar sales. El resultado puede ser una bebida floja de alcohol, tal vez dulce, con mal gusto por estrés de las levaduras.
Otro problema es que el mosto sea demasiado dulce para el tipo de levadura elegida, estresándola por presión osmótica, y las levaduras tarden en arrancar o no lo hagan en la cantidad necesaria para todo el volumen, dando también gustos desagradables por estrés (ver caso de la curva de puntos en la figura 2).
Si la curva decrece muy rápidamente, hay demasiada actividad en la etapa de crecimiento (aceleración y crecimiento exponencial en la figura 1), y la causa más probable es exceso de temperatura. El exceso de alcohol logrado matará a las levaduras sin terminar la etapa de fermentación anaeróbica (etapa estacionaria en la figura 2). Alguien dijo por ahí que la fermentación es el arte de mantener felices a las levaduras y ¡coincidimos totalmente!
Bibliografía
¿Te ha gustado este artículo? Encontrarás más como este en la revista Espacio Apícola. Puedes adquirirla a través de este link.
ISNI 0000 0005 1801 1100 | Joshua Ivars es gerente de LA TIENDA DEL APICULTOR y autor del blog, donde comparte contenido técnico y práctico para apicultores. Con amplia experiencia en el sector apícola, se dedica a ofrecer consejos y soluciones basadas en las necesidades reales del apicultor, aportando su conocimiento en productos y prácticas esenciales para la apicultura.




Gracias x el artículo, nuestros hidromieles tienen 7 años ya estabilizados y mejorando, no sabemos cuando comenzará el declibe, abrazo y felicidad
Gracias por esa grandiosa publicación llena de experiencia, soy productor principiante de hidromiel, y me fue muy valioso ese conocimiento bendiciones y gracias
Gracias por tan util publicación. Estoy empezando en el mundo de la hidromiel. He trabajado con vino de frutas silvestres y me va bien para iniciar. Gracias
Muy buen artículo!!,👏👏
Gracias muy claro el proceso
como es el proceso de almacenamiento del producto terminado del hidromiel. si me proporcionan información